

 NPM系列打刀气缸
NPM系列打刀气缸
1、特殊的密封材质保证液压缸密封性能;2、液压缸筒经特殊处理,大大提高了耐磨、耐腐蚀性能;3、具有主轴吹气功能。
点击数:332
pdf文件下载:点击下载
详细描述
- 产品特性
- 产品规格
- 安装与使用
- 订购码
- 功能符号
1、特殊的密封材质保证液压缸密封性能;
2、液压缸筒经特殊处理,大大提高了耐磨、耐腐蚀性能;
3、具有主轴吹气功能。

安装与调试
1、作为主轴打刀缸使用,用于立式主轴,用支架固定垂直安装在主轴箱上平面。
2、固定打刀缸的支架固定面应与主轴轴线垂直,允许误差不超过0.05mm/100mm,避免打刀缸歪斜,打刀时对缸壁产生作用力,影响使用寿命。
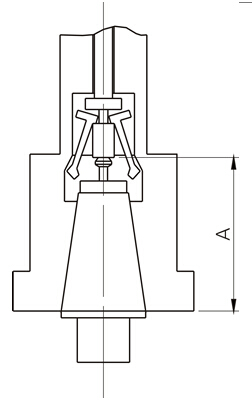
3、打刀行程位置的调整。打刀缸安装后先调整主轴打刀时的行程位置。气缸上腔通气,液压活塞杆推动主轴内拉力杆,让打刀缸全部伸出后,应使刀柄能够顶出主轴孔,再测量拉杆端面到主轴端面的距离A(见示意图)。顶刀量的多少应根据所使用的刀库机械手上下窜动量确定,通常BT30主轴顶刀量为0.2~0.4mm、BT40主轴的顶刀量0.4~0.7mm、BT50主轴顶刀量为0.5~1mm。但切不可小于最小顶刀量。
4、调整距离“A”的方法,先松开防松垫圈上的螺栓,调整固定螺丝与拉杆距离。调整好后,进行打刀试验并检测,直到A达到要求值,保证刀具能松开取下,而又不伸出过多;否则,刀库的刀臂会弯曲,主轴受损,调整后将防松垫圈上的螺栓紧固。
5、调整好打刀位置后再检查主轴在带刀与不带刀的状况下,主 轴上的拉刀杆尾部不应与压固螺纹接触,否则,主轴运转会与压固螺丝摩擦,如果发生以上情况,应调整刀具拉杆的长度、打刀行程或选择行程更大的打刀缸。
6、微动开关位置的调整。调整微动开关位置直接与刀具自动交换程序有关,应加以重视。调整微动开关,在两端分别进行。压杆处在极限位置,将微动开关逐渐向撞块靠近,待开关内刚好发生动作(可听到弹簧片弹动的声音),再将开关下压0.5~1.5mm固定即可。PLC电控图中应增加延时继电器,合理设置延时时间,使拔刀、拉刀与刀库动作协调,避免过早拔刀或过早松刀。
注意事项
1、停机前,最后加工的刀具应在主轴未冷机前送回刀库,且不可养成把刀具长期放在主轴上的坏习惯,否则约有10%的刀柄因长期热胀冷缩及切削液的腐蚀,使刀柄处生锈而打不下刀的情况。
2、压缩空气气源应干燥清洁。要经常排放气源处理三元件中的积水,否则,电磁阀的寿命会大幅度降低,致使打刀缸不能正常工作。
3、压缩空气的压力应稳定,压力应保持在0.6~0.8MPa范围内,压力过小打刀缸出力不够;压力过大,要影响油封的寿命。在气路中应增加压力开关检测,控制气路压力的最低值。
4、打刀缸安装面应与主轴轴线垂直,允差0.05mm/100mm
5、电磁阀线圈电压应符合要求(通常DC24V)
6、油杯内推荐使用ISO VG32抗磨液压油,初始加油时应将打刀缸上下运动多次,排出油缸中的空气。油杯液面应保持在刻度线范围内。
7、定期检视油杯中的液压油,及时补油或更换液压油。一般首次加油应使用六个月以上,以后若补油,当间隔缩短到一个月内时,建议更换油封。补油或更换液压油需使用同厂家同一款液压油,且不可混合其他液压油。
8、选用合适的打刀缸,避免打刀过大或过少。一般应为主轴打刀力的3~4.5倍
40# 主轴一般选用3.5T的打刀缸
50# 主轴一般选用4.5T的打刀缸
50# 大功率主轴一般选用6T的打刀缸
9、机床最好单独配置气源,如与多台机床合用气源,起容量配置加大,应避免压力波动。
10、打刀缸的微动开关一定要安装牢固,不允许松动,避免发出错误信号。选用的刀柄和拉钉要合格,与标准尺寸相符,不能过长或过短,造成打刀不灵活,损坏主轴、刀臂或刀盘。

